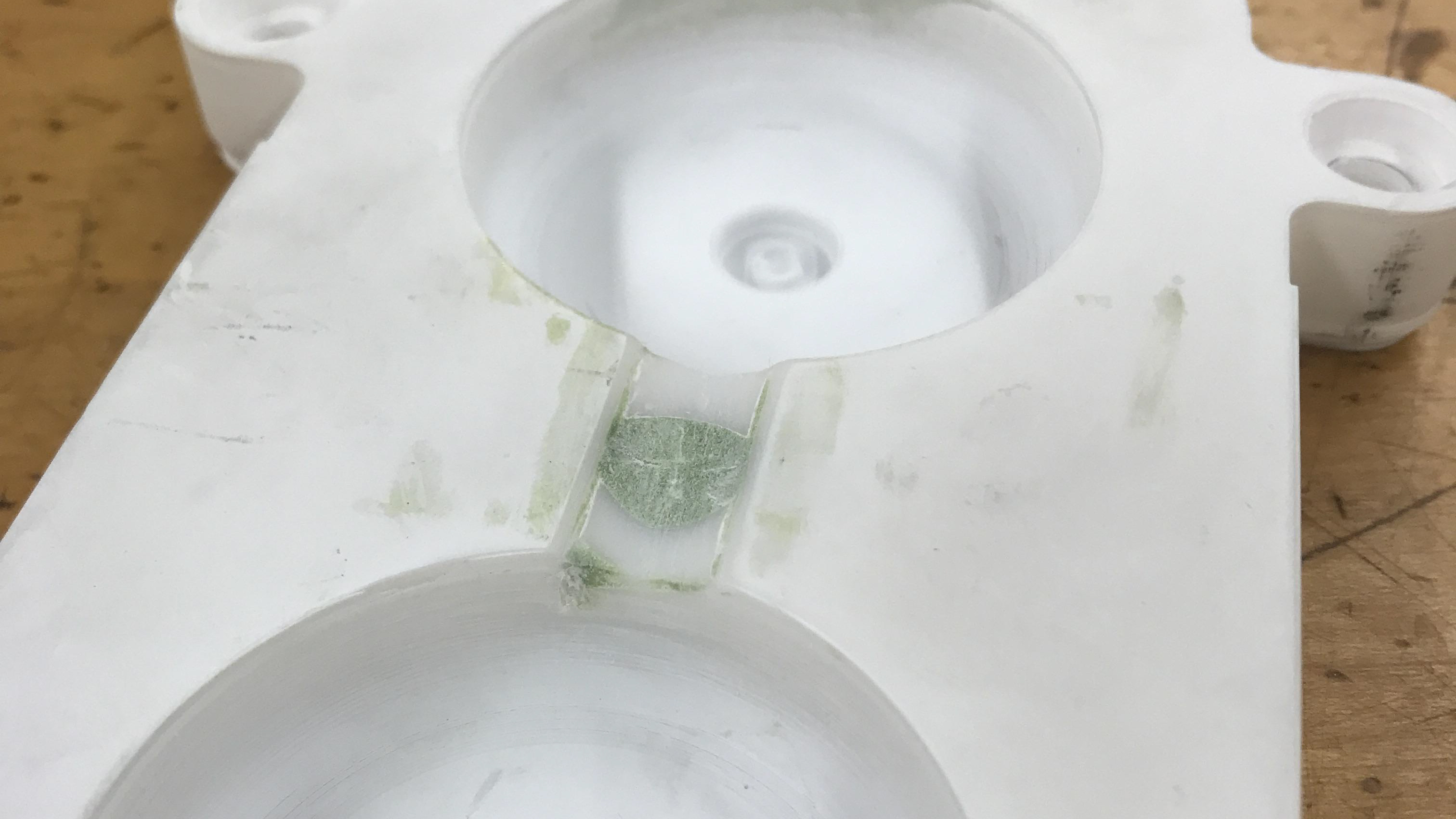
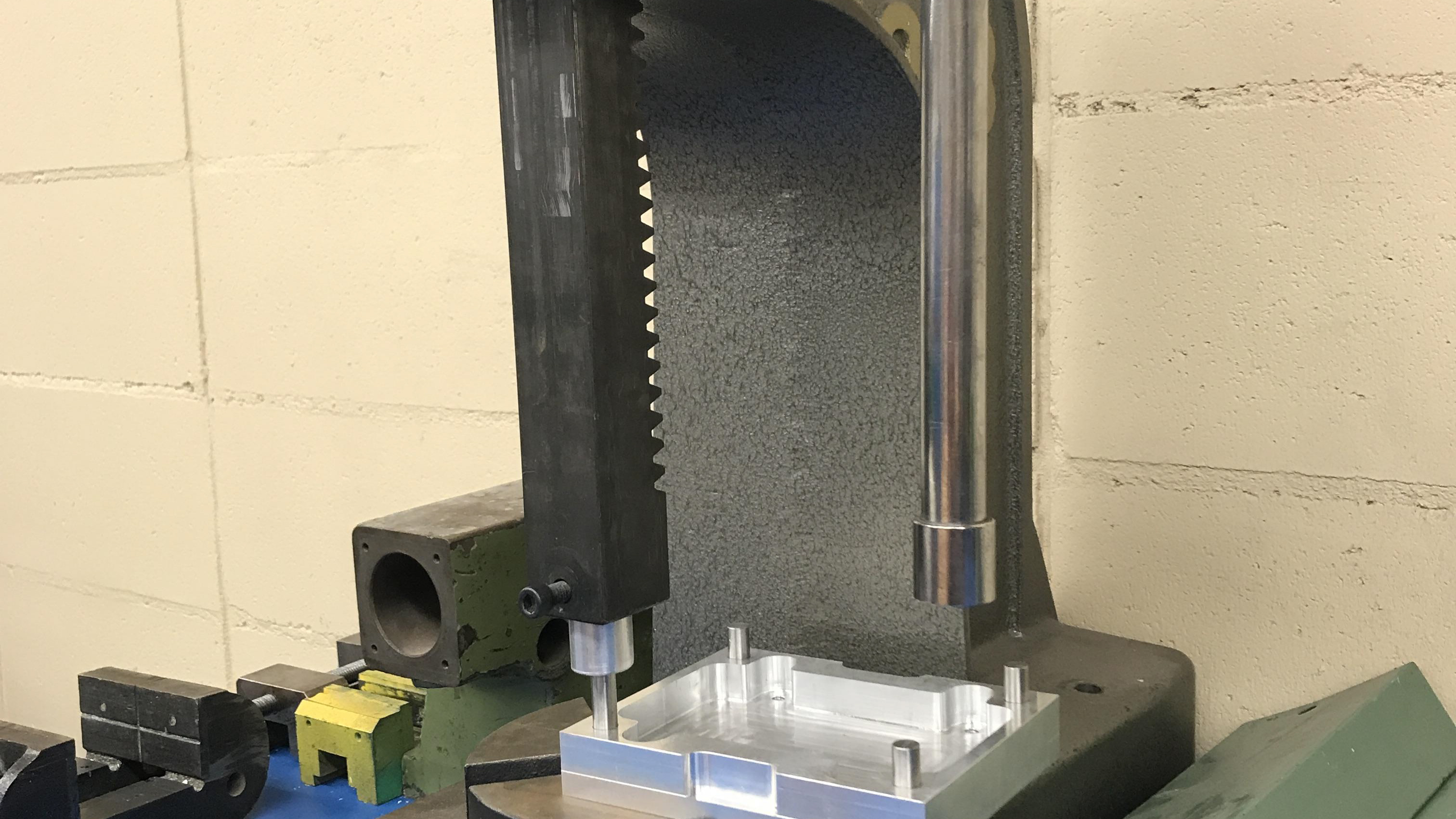
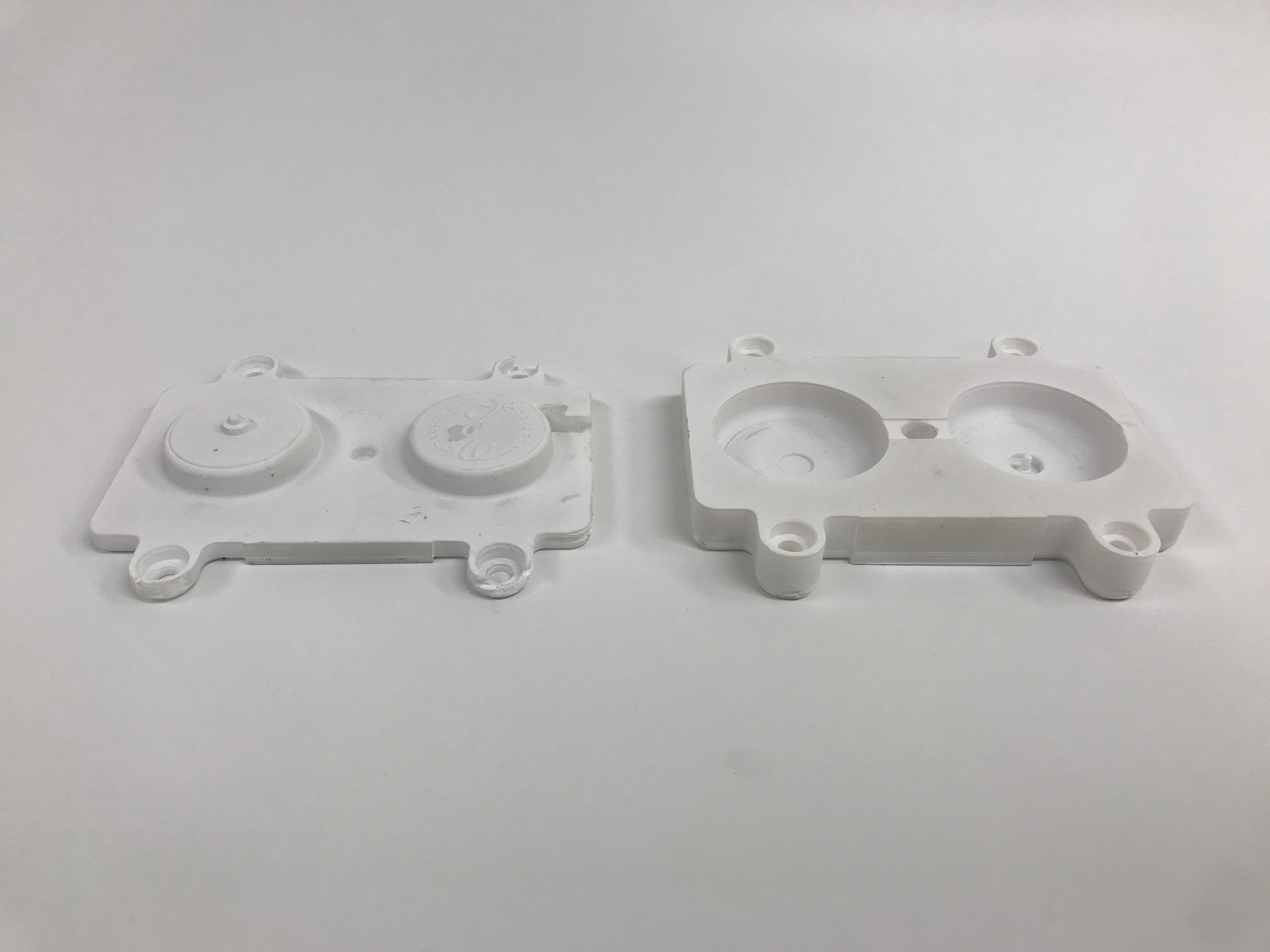
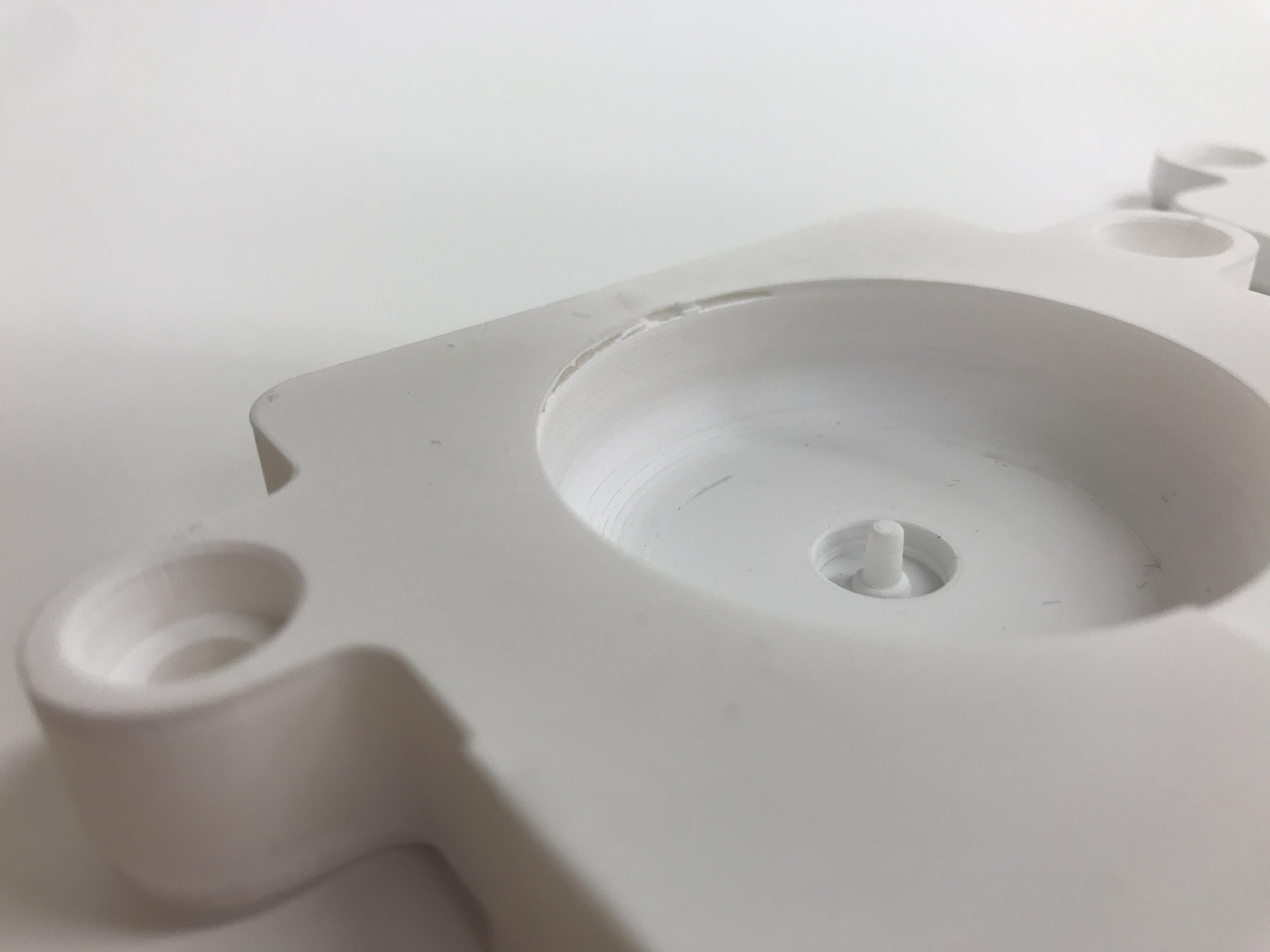
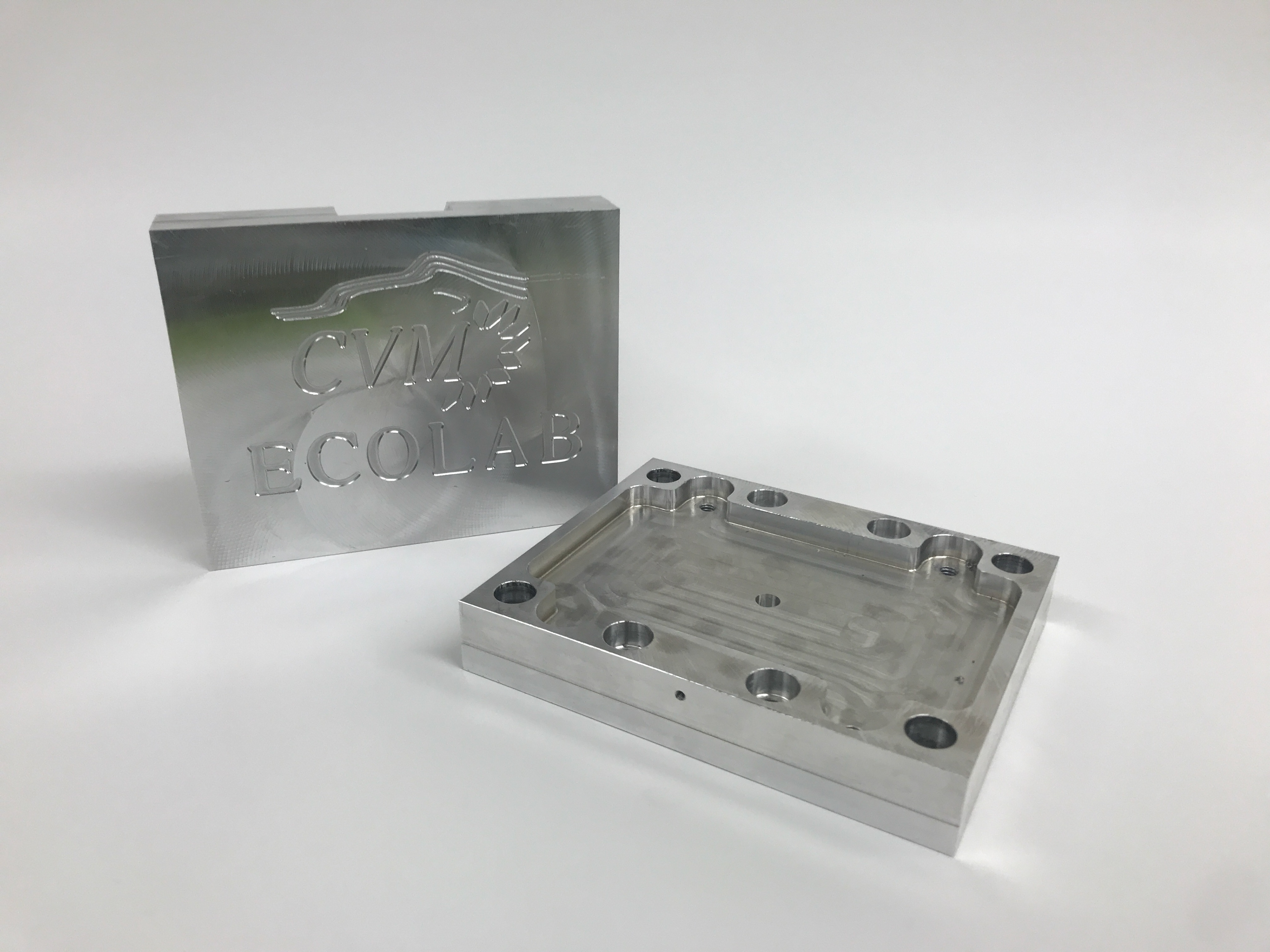
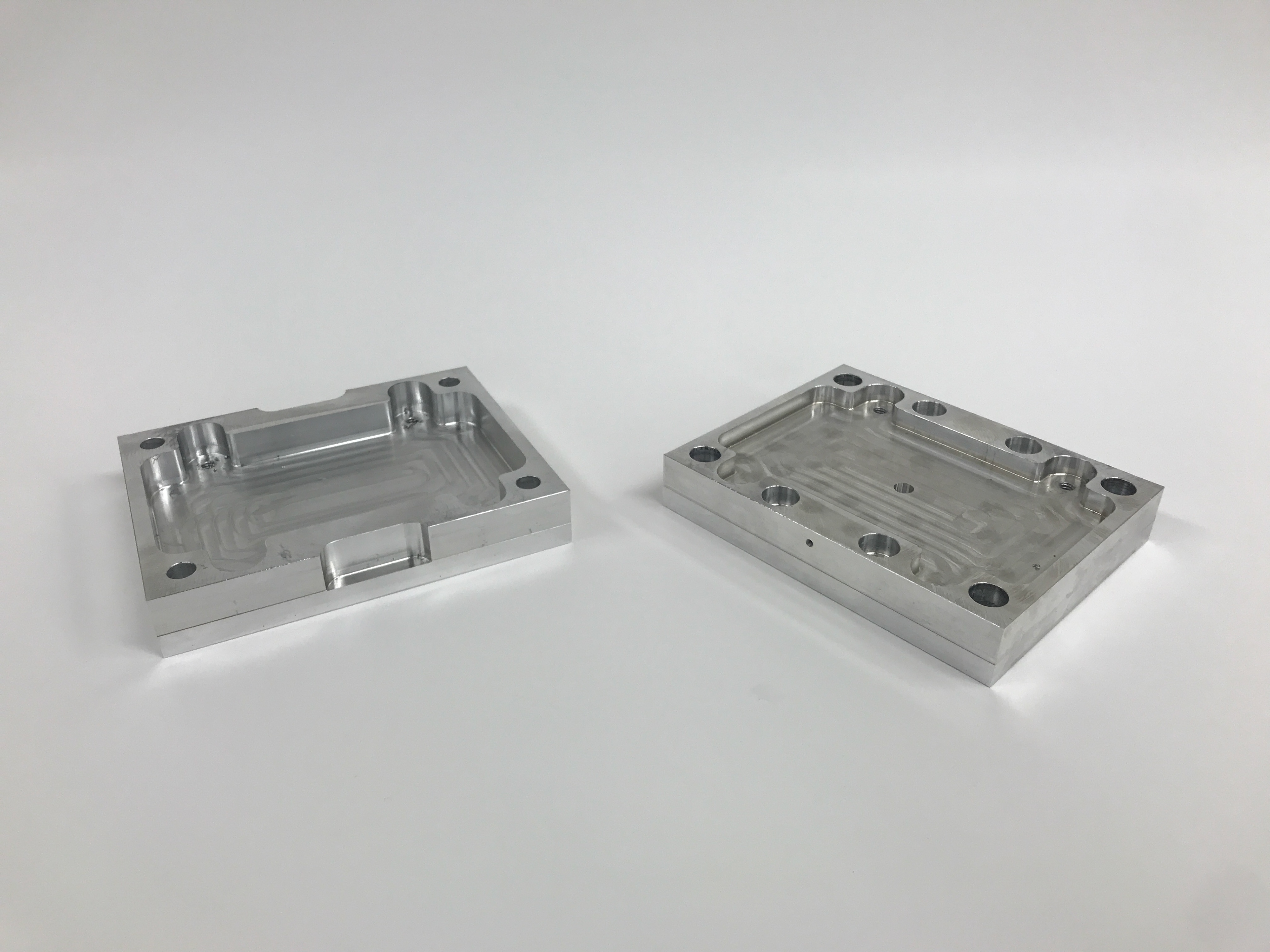
En matinée, Yolaine m'a donné pour mandat de travailler sur les moules imprimés 3D en résine avec la machine FormLab. J'ai commencé par documenter quelques défauts d'impression et l'état du coffrage d'aluminium que recevra le moule. J'ai comblé les trous avec du mastic de finition pour carrosserie automobile et j'ai ajusté les surfaces pour faire en sorte que toutes les pièces s'assemblent de façon adéquate. Nous avons rencontré d'autres problèmes avec les plots d'alignement du moule que je vais devoir régler lundi lorsque Yolaine aura approuvé la modification.
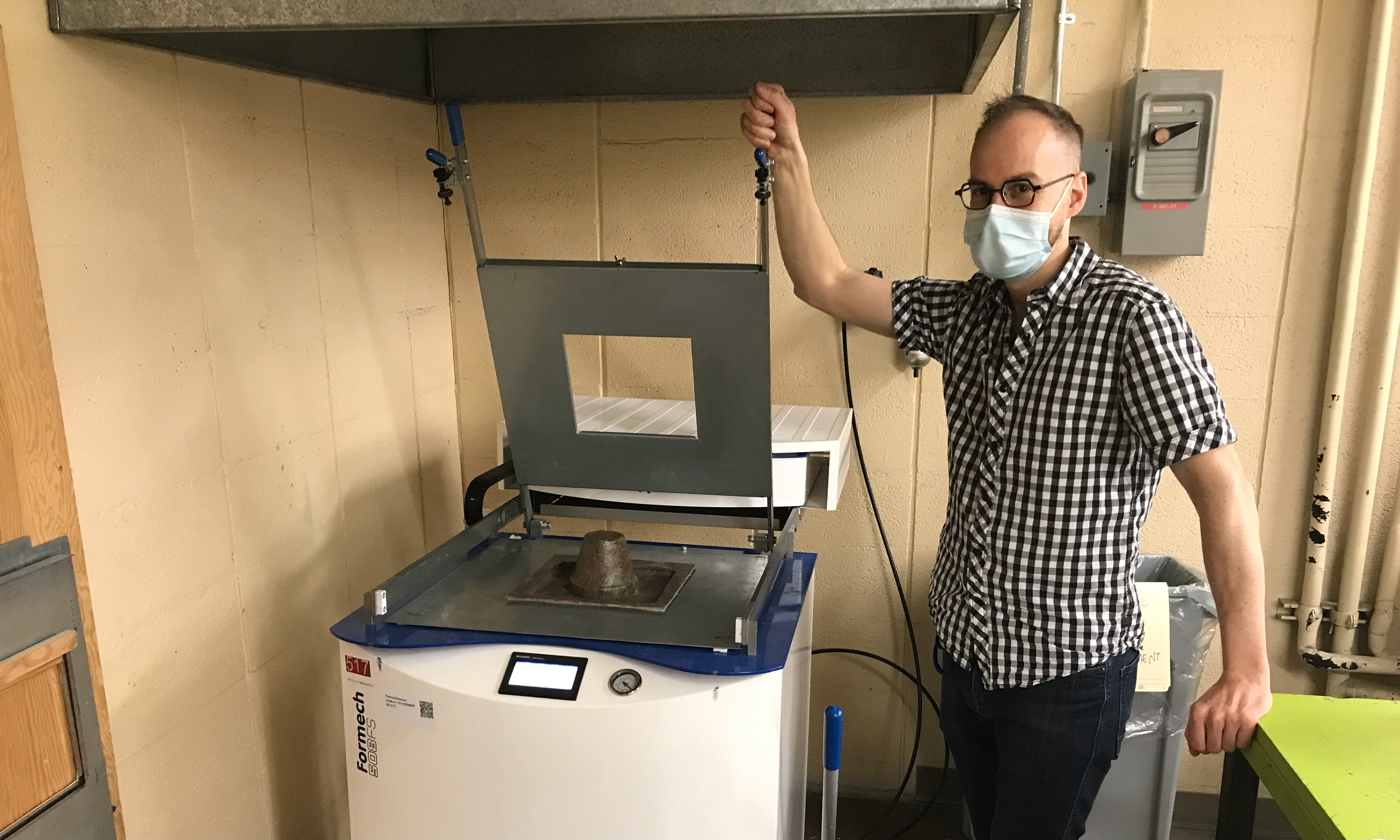
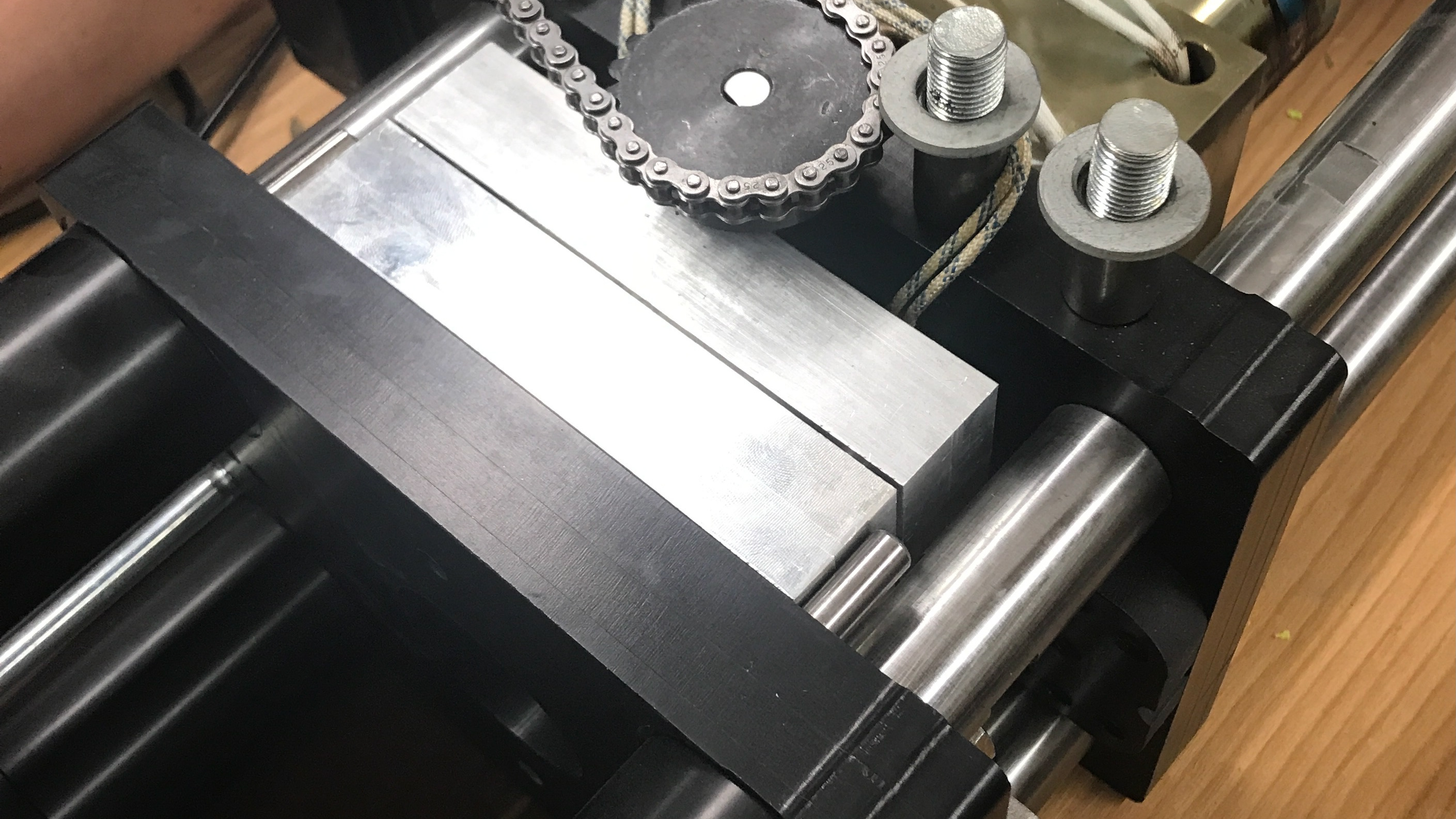
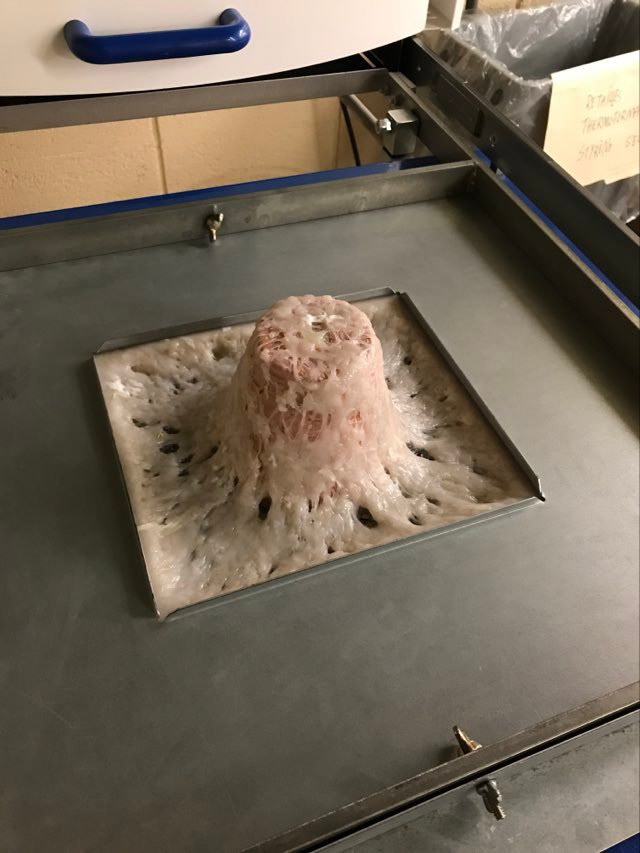
En attendant, j'ai utilisé le temps qu'il me reste de l'après-midi pour faire un nouveau test de thermoformage de pot à fleurs. Ce test de dernière minute s'est avéré très concluant. En vue de résoudre le problème surface aux allures de gruyère, j'ai utilisé la presse chauffante et une feuille de cuisson antiadhésive pour replier le plastique plusieurs fois sur lui même. J'ai procédé comme on le fait avec la pâte à croissant pour aplatir et laminer les grumeaux de plastique.
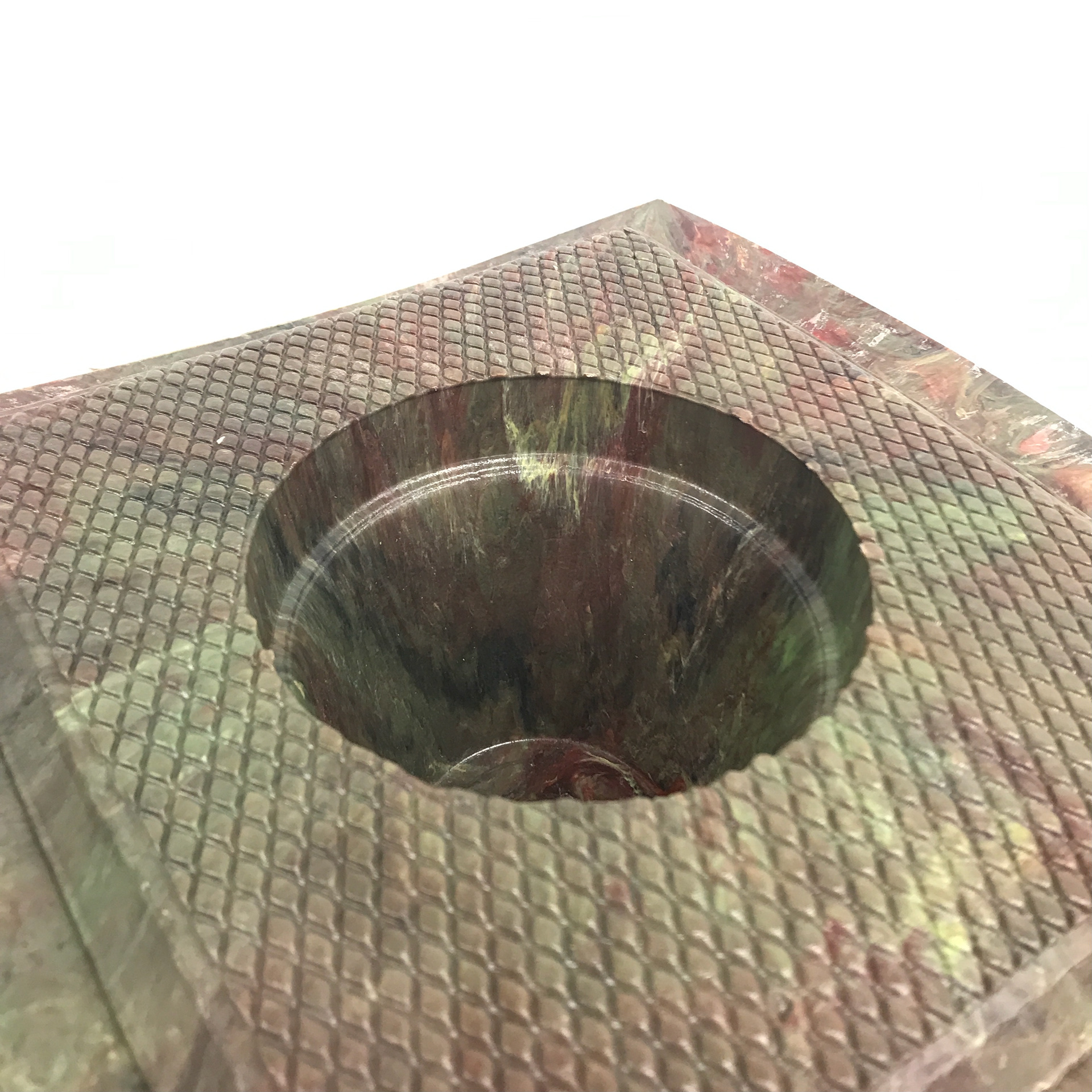
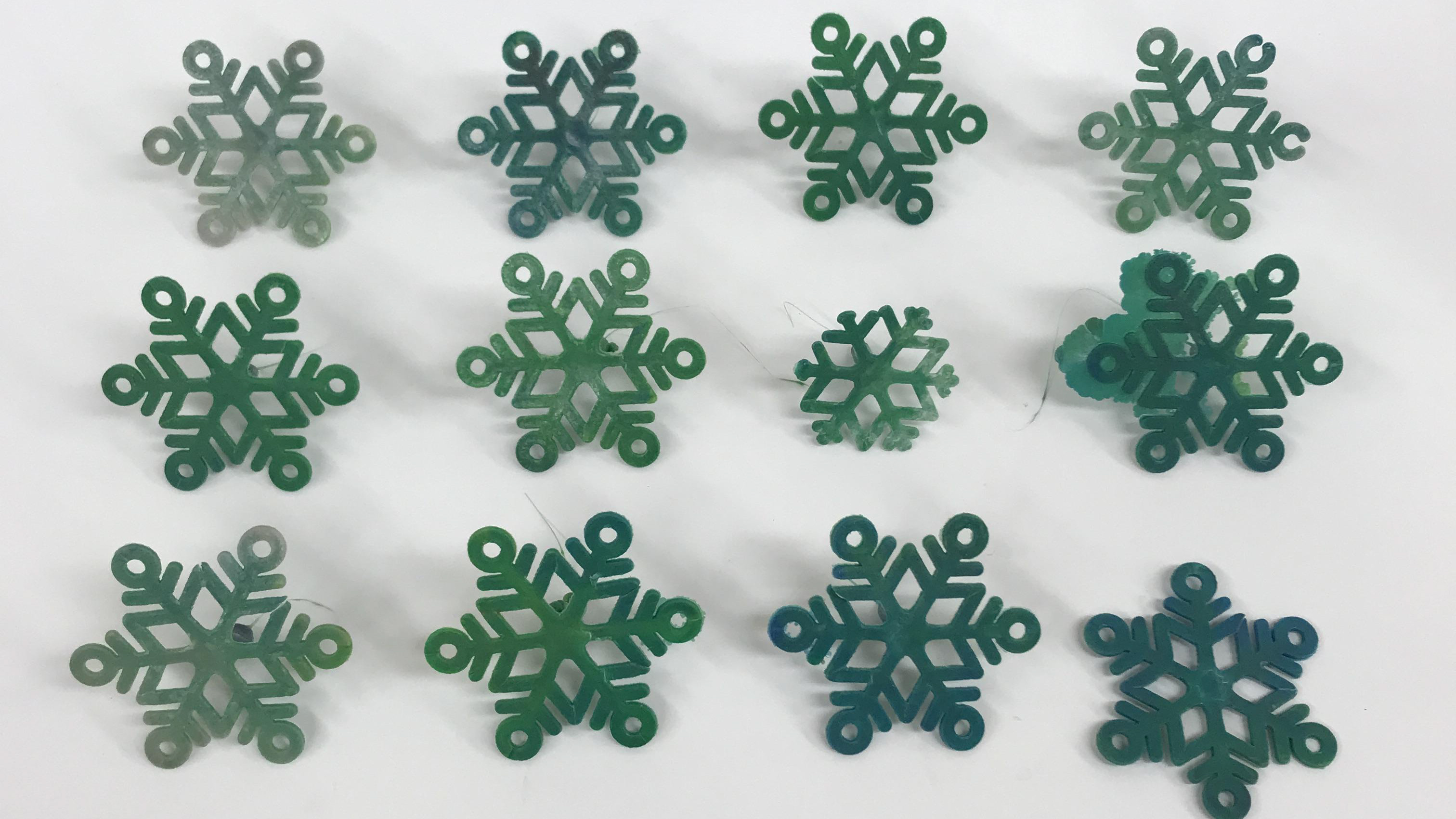
Plaque régulière

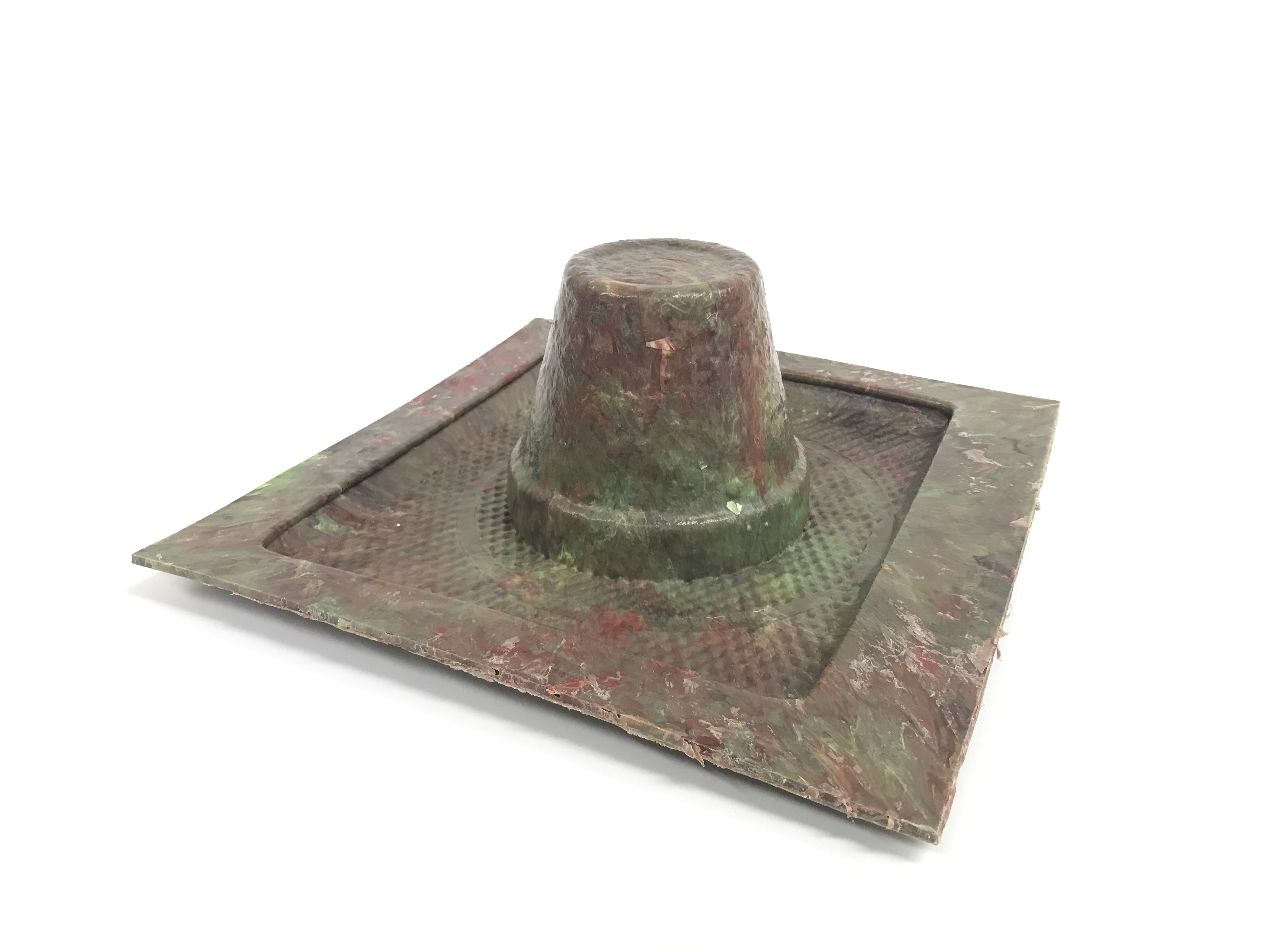
Plaque en plastique malaxé
J'ai procédé au thermoformage avec Jaque Olivier. On a mesuré la température du plastique au moment de faire le vide à 160. Le malaxage a complètement éliminé le problème des bulles d'air qui nous empêchaient de faire le vide dans nos tests précédent. Nous considérons ce test un grand succès cependant la surface extérieure du pot est tout de même grumeleuse comparativement à la surface intérieure qui est lisse puisqu'elle est en contact avec le moule. Dans un monde idéal, la surface lisse se trouverait à l'extérieur du pot puisqu'elle est plus élégante. Je propose donc pour la suite des choses de faire un moule inversé.